О литейном заводе Jsons Pvt. ООО
Компания Jsons Foundry Pvt Ltd, основанная в 1987 году г-ном Аджаем и г-ном Санджаем Джадхавом, является первым литейным подразделением, действующим независимо от какой-либо более крупной организации. Имея текущую производственную мощность, превышающую 550 тонн в месяц, литейный завод может похвастаться четырьмя современными цехами, оснащенными новейшими возможностями механической обработки.
Компания Jsons Foundry Pvt Ltd, специализирующаяся на песке, литье по выплавляемым моделям, установках центробежного литья и механических цехах, известна производством высококачественных отливок различных марок, включая сталь, легированную сталь, коррозионностойкую нержавеющую сталь, супердуплекс и сплавы с высоким содержанием никеля. . Литейный завод поставляет полностью обработанные, готовые к использованию компоненты с возможностью литья от 500 граммов до 7500 килограммов за штуку. Придерживаясь таких международных стандартов, как ASTM, DIN, BS, EN, JIS и спецификаций клиентов, Jsons Foundry Pvt Ltd стремится предоставлять быстрые и профессиональные ответы, стремясь превзойти все запросы и требования.
Материалы
Технический опыт нашей команды позволяет нам обрабатывать широкий спектр стальных сплавов.
Углеродистая сталь
ASTM
WCB, WCA, WCC, WC1
DIN
1.0466, 1.0455, 1.0619
Низкотемпературная, прикладная сталь
ASTM
LCB, LCC, LC3, LC1
DIN
1.0566,
Низколегированная сталь
ASTM
WC6, WC9, C5, C12, C12A G17Cr-Mo. 5-5 & 5-10
DIN
1.7335, 1.7380, 1.7362
Мартенситная сталь
ASTM
CA15, CA6NM, CA6NM Class B
DIN
1.4317
Аустенитная нержавеющая сталь
ASTM
CF8, CF8M, CG8M, CF3, CF3M, CF8C, CN7M, CF10, CN3MN, CG3M, CK3MCuN, CU5MCuC, A532 Type 3
DIN
1.4301, 1.4401, 1.4306, 1.4404, 4.4550
Дуплексная сталь, супердуплекс
ASTM
1B, 2A, 3A, 4A, 5A,6A
DIN
1.4501, 1.4462
Никелевый базовый сплав
ASTM
Monel (M35-1, M35-2, M30C), Hastelloy C and B, Cu5MCuC, CN3MN, CT40, CZ100, CW12MW, CW6M, CX2M, CN7M, CK3MCuN
Никель Алюминий Бронза
ASTM
C95500, C95800, C95820
High chrome
A532 Type III
Удобства

Индукционная печь
Melting facilities with 1MT x 2 Nos, 2MT x 2Nos, 5KG x 1 Nos , 300 KG x 2 Nos and 150 KG x 1 Nos medium frequency induction furnace

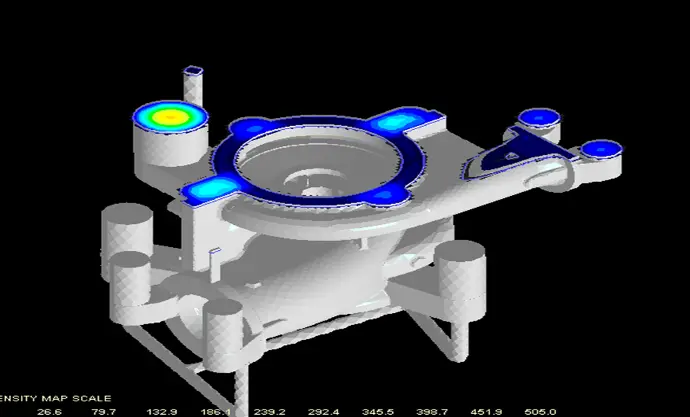
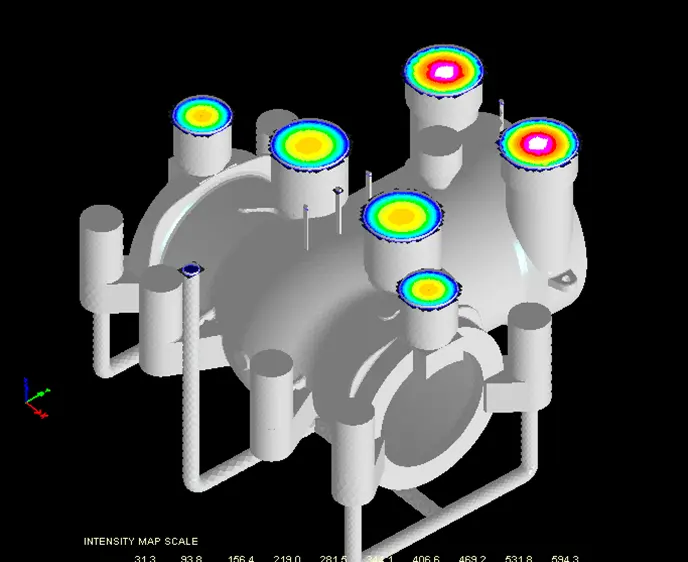
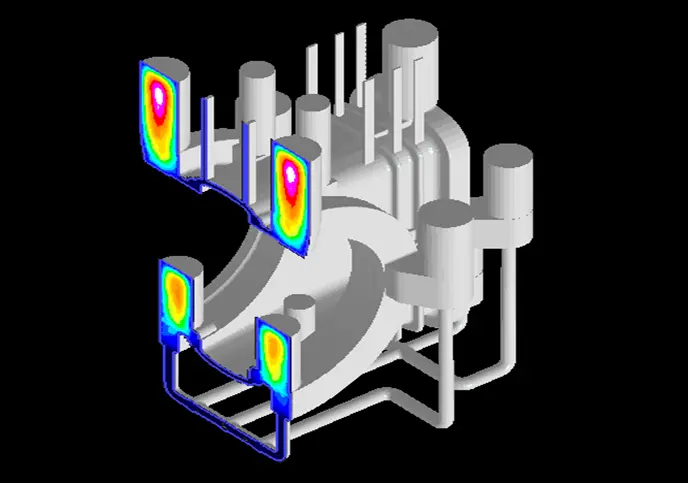
Программное обеспечение для моделирования
Программное обеспечение для моделирования для проверки прочности отливки перед заливкой.
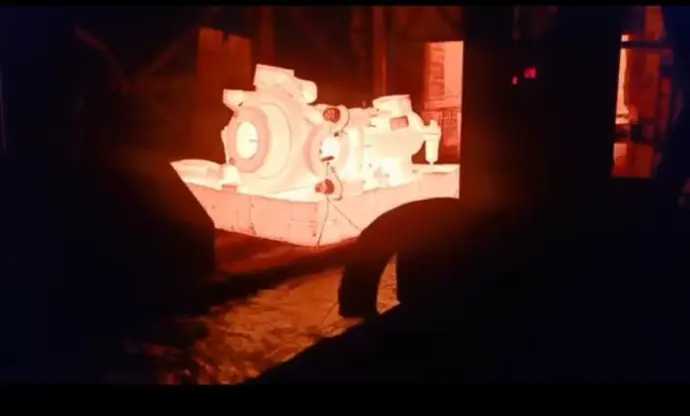
Термическая обработка
Печь для термообработки - колпаковая газовая печь для термообработки № 03 с закалочной установкой
NABL Lab
Set Standards for testing and calibration laboratories to ensure they meet specific criteria for quality standards accuracy and reliability
Возможности для тестирования

Сканирование манипулятором Фаро
Предлагает точные и эффективные решения для сканирования, которые улучшают контроль качества и оптимизируют производственные процессы.

ЮТМ
Model FSA model TUV 400

Испытание на удар
Impact test facility done upto -196 degree celcius

Корпус для рентгенографии
In Total 6 Enclosures
4 Nos Iridium, 2 Nos Cobalt

Spectrometer
Spectro analysis of 30 Element- Cu,Ni,Fe Base

- ASTM G48 METHOD A/B/C/E
- ASTM A923 METHOD-A/B/C
- ASTM A262 Pr- A/B/C/E/F
- ASTM G28 METHOD-A
- ASTM A923 METHOD A
- ASTM E407
- ASTM A262 Pr-A
- MICROSTRUCTURE ANYLISIS AS PER
- ASM Handbook Vol-IX
- ASTM E112
- ASTM E562
- ASTM E1351
Non-Destructive Testing
- MP Test - Yoke Type, Probe Type
- DP Test - Solvent Base, water Washable
- UT Test - Radiography Enclosure - Linac -01, IR-01, Co-03 qty
Quality Control
- Softcast Simulation
- Faro Edge Arm for 3D Scanning and GD & T
Laboratory
- Spectrometer with 32 channels
- Ferritoscope
- Digital Hardness Tester
- Impact Testing Machine
- Universal Testing Machine
- In-Situ
Программное обеспечение для моделирования
Моделируя различные методы литья, такие как литье в песчаные формы или литье по выплавляемым моделям, это программное обеспечение позволяет оптимизировать конструкцию пресс-формы, литниковые системы и параметры процесса. Посредством виртуальных экспериментов потенциальные дефекты, такие как пористость, усадка и деформация, можно выявить и устранить до физического производства, что позволяет сэкономить время и ресурсы. Кроме того, программное обеспечение для моделирования позволяет инженерам исследовать альтернативные конструкции и материалы, способствуя инновациям и постоянному совершенствованию процессов литья. В целом, интеграция программного обеспечения для моделирования в производство отливок позволяет производителям достигать более высокого качества, снижать затраты и ускорять вывод своей продукции на рынок.

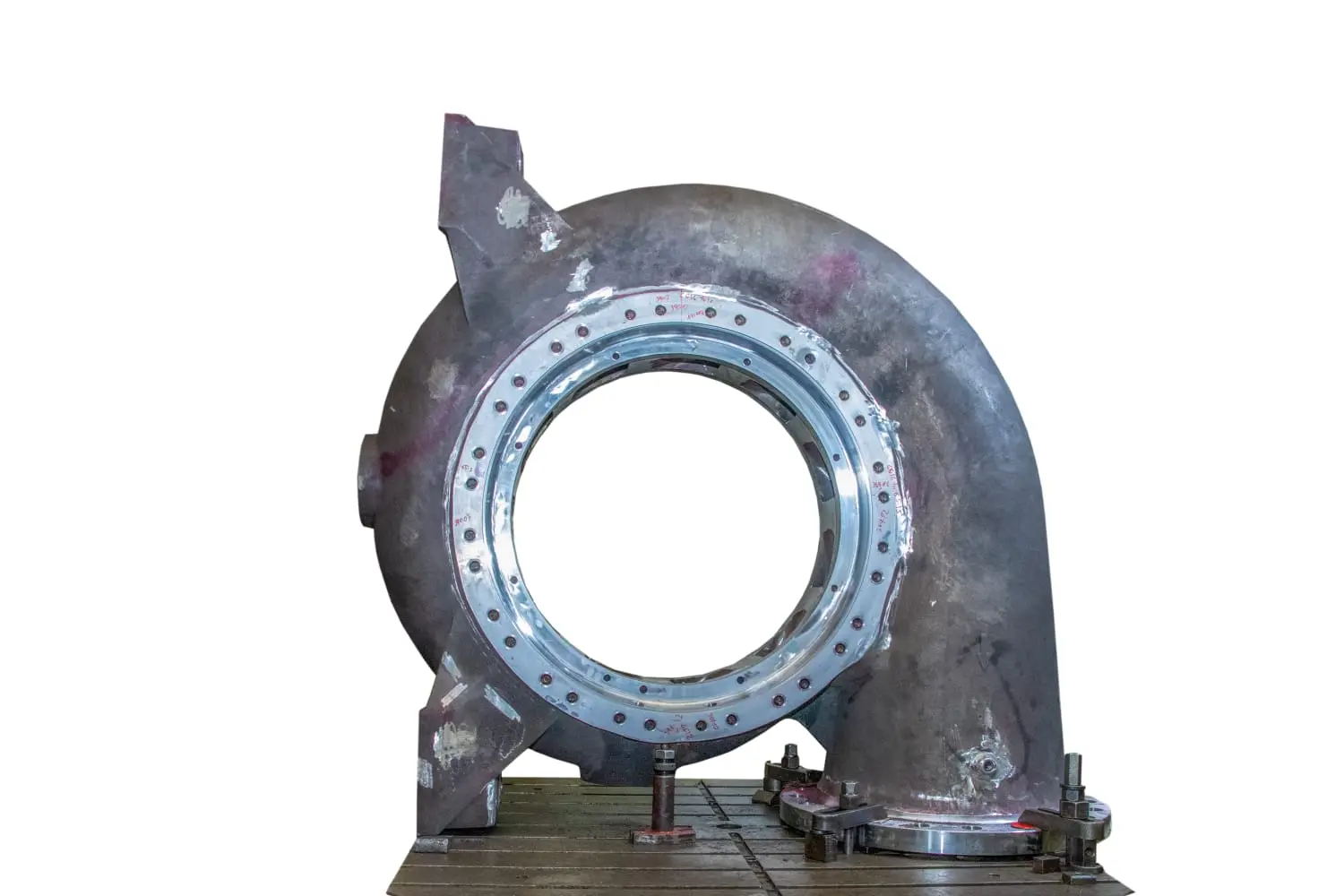
Корпус задвижки
Корпус задвижки